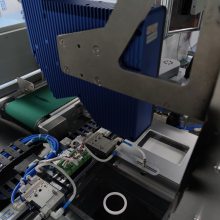
| 产品特性:全自动化 | 品名:视觉检测SJ-KJT | 成分及含量:相机 镜头 |
| 品牌:南京凯基特电气有限公司 | 检测频率:<3s/根 |
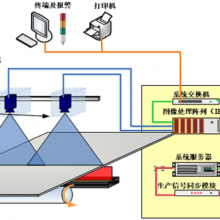
目前,纺织生产纱线过程大部分是人工化的,在实现检测纱线自动化过程中,如何充分使用图像处理技术来解决传统方式下的缺点,提高纱线的疵点检测技术,就成为自动化工业领域的一个重要研究方向,这对提高纺纱工业水平也具有历史意义。本公司研究了纱线疵点的物理特征和外观特征,利用计算机图像处理分析方法对纱线进行检测。同时提出了一种高速纱线的实时疵点检测算法,为了获得良好的性能,该算法解决了多个实际应用中的难题,如实时处理,纱线的圆柱形状检测,光线的影响消除等。由于算法需要适用于实时处理大容量图像处理和高速移动纱线,因此疵点检测算法应满足两个相互矛盾的要求,即减少处理时间的同时还需提高纱线疵点检测的效率。 本文中检测纱线的数据来源于OV(OMMVISION)系列摄像头模组,纱线是在高速运动状态下获取。实验中使用了一整套由 S3C2440核心板和 OV系列摄像头模组成的装置,并设计了一套上位机软件,以便在实验方法和数据获得上接近于工业环境。 本文通过对称差分算法和连通域特征匹配方法相结合,提高纱线疵点检测准确性的同时缩短处理时间。使用对称差算法分解疵点图像并提取图像疵点特征,后使用连通域特征匹配方法识别疵点。通过针对纱线感兴趣区域的算法对纱线图像进行了预处理,其目的是得到一幅数据容量更小,目标图像和背景图像能够达到基本分离。图像处理中首先使用了平滑滤波器,旨在减少噪声影响的同时提供更大的检测能力,从而突出需要检测的目标。接着,使用了拉普拉斯滤波器对纱线进行滤波处理,增加疵点和噪声之间的相关性。其次,进行二值化处理,二值化的阈值采用自适应阈值,阈值选自没有疵点时候的拉普拉斯值用于决定二值化的阈值。再使用形态学腐蚀的方法去除噪声,膨胀的方式对疵点图像的尺寸进行补偿。本文对疵点检测的准确性和检测速度与现有检测方法进行了对比分析,结果表明该算法在准确性方面优于人工检测及传统差分算法,检测速度相对神经网络和传统差分算法有所提高,综合考虑本算法能够实现实时快速检测疵点的同时可以***检测疵点检测的准确性。